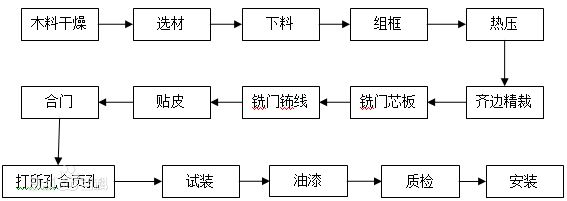
1��ľ�ϸ���
������ԭ�ϰ�ģ���ˮ��ԼΪ60-70%����װ�����Ҥ�����������������ʵء���Ȳ�ͬ�����ڲ�ͬ������������¶ȡ�ʱ�估�ȶ���ʱ��Ҳ��ͬ��һ��������ʱ��Լ15min�����ȸ����ʱ��Լ25-30d�������İ�ĺ�ˮ��Լ10-14%��
���ȸ�������У����ݹ��ռ�������Ҫ���費��ʱ����Ҥ���������ŷŸ���Ҥ�ڵ������� ����
2������
��1���ֲ�ʱ���������Ӵ�10mm������������
��2����������ϣ�ע��ľƤ���ʣ���������������ϣ� ����
3�����
��1���ĽǷ������������Ӵ�10MM ����
��2�������ȹ��Ϊ800-2000MM������Ϊ6MM���ܶȰ壬�м�����۶������пմ����塣
��3������ľ��Ҳ����������
��4�����ʱ���Dz����ţ�ȷ��������С��λ��
��5���Ǽ��������δ�������ѹ��ѹƽ
4����ѹ���ձ�
��1��ÿ�η�����ѹ�Ĺ���ǰ�����뽫��ѹ����������ɾ���ȷ��û���κ����ʣ�
������ѹ�¶ȼ�ѹ�����������������롣
��2������Ĺ���Ҫ��������ʹ����λ�������ȡ�
��3��ÿ����ѹ�����ܷ�������λ�ã�����Ҫ��֤ÿ���ĵĺ�Ⱥ�ÿ��ĸ��������ͬ��������ϲ����ص��������ܷ���Ӧ�ù����Ⱥ�ı��õ����䡣
��4��Ϊ��ֹ���ɣ�ÿ������Ӧ������������ɣ�ȷ������Ͱ�ȫ������£��ٿ���������
��5����ѹ��Ĺ�������Ҫƽ������ࡢ�����ް��������С�
��6��ƴ��Ӧ���롣
��7�������ľ�Ų����ѽ������������о�����ˡ�ѹ�ۡ����顢��λ�����ۡ���ɫ����һ�¡�
5����ѹ���ձ�
��1����ѹʱ��Ӧ�������¶�������֤����̻��������ι̡�
��2����ѹ��ʽ������Ҫƽ������ࡢ�����ް��������С�
6����߾���
��1������������0.2MM��
��2�����빤��ǰ��Ӧ��ѹ����������ɾ���
��3������Ĺ������ô�λ��������о����룬���ñ�����
��4����������Ӧ��б2�ȣ������Ӧ���ֱ�ߣ����û�����ȱ��
7��ϳ��о�幤�ձ�
��1��ϳ��о��ʱ�������������ȣ�û�б��ꡣ
��2�����ƽ����Բ˳��
��3��������ϳ�����ߴ�ȷ�����ñ��ꣻ

8���ֹ���Ƥ
��1���ð��齺��Ƥʱ�������һ��������ˢ�ڶ��飬�����ٶ���ƽ��
��2��ƽ������ľ���ѹ����
��3�������������졢�ѽ������ݡ�ľƤը�ѵ�����
9�������ס���ҳ��
��1��ע���ŵĿ�������
��2��ע���ŵ����¶ˣ����õ�ͷ��
��3�������б��ꡢ���ˡ�����ר��ģ�ߣ����Ӽн�����ס�
10����װ
��1�������߽ӽ����ܣ�������죻
��2�����������������ϣ�ƽ����������죻
��3�����Ȳ����м�϶�ζ���
11������
��1����ĥǰ����������м�飬�����ѽ������ݡ����ˡ���ȱ��Ʒ���ӹ���
��2���������ĥ�⻬�����ۡ���϶����ʵ��
��3������������ȣ�����������ѽ������ݣ���������ĥ��
��4��������ʱ�����п��������ҡ���Ƥ��������Ͽͻ�Ҫ��
12����װ���
��1�����������������Dz�������ȫ�������Ƿ�ϸ��ϸ�Ʒһ�ɲ��ô���������Ͻ���ɫ��©ɫ���Բ�ƷҪ������ţ�
��2����װǰ��Ӧ��ȥ��������Ľ��ۺ����ʣ����ð�װĤ���ã�������ֽ�����ĸ��Žǣ�
��3�����ϱ�ǩ��������д��ⵥ��
13����װ
��1��ȷ��������������������ס�����У�����̶�����װ���ȣ�
��2��������ǽ���������տڣ������·�Ӧ����Է�ֹ����ˮ�������ף�
|

 ��ʡ���ƼҾ���ҵ�Ҵ������Ÿ����շ���...
��ʡ���ƼҾ���ҵ�Ҵ������Ÿ����շ���...